

This work shall consist of laying in a single course a 50 to 100 mm – thick layer of DBM on a previously primed and approved Wet Mix Macadam Layer, as per specified lines & grades and in accordance with clause 507 of MORT&H specification or project specification.
1. REFERENCE DOCUMENTS.
2. MATERIALS.
3. MIX DESIGN.
4. PLANTS & EQUIPMENTS.
5. CONSTRUCTION OPERATIONS.
6. ARRANGEMENT FOR TRAFFIC.
7. QUALITY CONTROL
1. REFERENCE
Reference Documents:-
1. Ministry of Road Transport & Highway Specifications.
2. Technical Specifications
3. Relevant Drawings.
2. MATERIALS
The source and test report of all material will be submitted to the Engineer for approval before using the material as per clause 505.2 of MORT&H.
2.1 Bitumen
Bitumen shall be Viscosity grade or as per specified in the contract .
2.2 Coarse Aggregates
Coarse aggregate shall be obtained from the approved quarry. One cone crusher shall be installed at the quarry site. This crusher shall produce aggregates cubical / angular type so that flakiness and elongation indices are contained within the specified limit. The coarse aggregate shall satisfy specification as per Table 500-8
2.3 Fine Aggregate
Fine aggregates shall be of the fraction passing 2.36 mm sieve and retained on 75 micron sieve, consisting of crusher run screening, sand or a mixture of both. Natural sand is not allowed as a fine aggregate in bituminous mix.
2.4 Filler
Filler shall consisting of crusher dust, hydrated lime, or cement and shall satisfy the grading limit set in Table 500-9.The PI should not be more than 4.However, It is not applicable in case , if filler is Lime or Cement.
Where aggregate fails to comply the water sensitivity test then 2% by weight of aggregate lime or cement is required.
3. MIX DESIGN
3.1 Requirement of Mix
Apart from conformity with grading and quality requirements of individual ingredients, the mix shall meet the requirements set out in Table-500-11, MORT&H specifications. .Job mix formula shall be submitted 21 days in advance when going to start the bituminous work.
3.2 Binder Content
The binder content shall be determined to achieve the requirements set out in Table-500-10, MORT&H specifications and traffic volume specified in the contract. The Marshal method for determining the optimum binder content shall be adopted as described in the Asphalt Institute Manual MS-2.If the specific gravity of aggregate is more than 2.7 ◦C The minimum bitumen content can be reduced subsequently. Where the maximum size of aggregate is more than 26.5 mm , the modified marshal test by using 150 mm diameter mould as specified in MS-2 and ASTM D 5581 shall be used. When the modified procedure is used. The minimum stability should be multiplied by 2.25 and minimum flow should not be less than 3mm.
3.3 JOB MIX FORMULA
Job mix formula should be as per clause. 505.3.3 The .Job Mix formula should be true representative of material used and satisfy all the criteria set forth in Table 500-10 & 500-11.
3.4 Plant Trials
After the job mix formula approved plant trial should be done to confirm the bituminous mix design. The formula should be within limit as per set forth in Table 500-13 and shall satisfy the quality control criteria as per section 900. or project specification
4. PLANTS & EQUIPMENTS
1. Crusher of required capacity
2. Hot Mix Plant
3. Paver with sensor arrangement and capable of paving 9 meter width of mat.
4. Steel Tandem Rollers with required weight
5. Pneumatic Roller with required weight
6. Bitumen Sprayer
7. Dumpers
8. Air compressor
9. Pegs for putting levels
10. Mechanical broom
11. Straight edge
12. Camber plate
13. Thermometer
14. Gauge for checking thickness
15. Survey Kit / instrument.
5. CONSTRUCTION OPERATIONS
5.1 Weather and Seasonal Limitations
The work of laying shall not be taken up during rainy or foggy weather/ the base course is damp or wet or during dust storm or when the atmospheric temperature in shade is 10 deg. or less as specified in clause 504.3.1 0f the MORT&H specifications.
5.2 Preparation of Base
The WMM surface already prepared to the specified lines, grades and cross sections shall be swept clean free from dust and foreign matters using mechanical broom or blown off by compressed air as specified in the MORT&H specifications.
5.3 Tack Coat
The binder for tack coat shall be RS-I Grade Emulsion and shall be applied as per clause 503 of the MORT&H specifications.
5.4 Preparation and Transportation of Mix
DBM should be produced on batch basis by weight in Hot Mix Plant. The mixing will be done in a twin shaft pug-mill, which will produce a homogeneous mix.
The mixture shall be transported from the batching plant in tippers covered with tarpaulin (if required) so as to maintain the temperature and dust.
5.5 Spreading
The mix shall be transported to the site by the dumpers, which shall slowly discharge the mix in the paver hopper, while both the tipper and paver will move forward steadily and slowly. The automatic sensor shall ensure that the mix is being laid to the proper line and grade and level. The direction of the paver will be guided by the string lines fixed with the stack
& arms on both sides of the edges 0.5 m away from the edge. The paving will be done in one go for the full width of 9 meter. The minimum temperature of the mix at the time of laying shall be VG30/VG40——- 140°C/160 °C .
Transverse joints shall be cut vertically with asphalt cutter and a coat of hot bitumen shall be applied before placing materials.
5.6 Compaction
As soon as the mix has been laid to the paver, compaction shall be done with the help of a set of rollers moving at a speed not exceeding 5 km/hour following close to the paver. Rolling sequence will be as under or as established during laying trial stretch.
Compaction subsequently completed before the temperature falls below the minimum rolling temperatures VG30/VG40——90°C/100 °C.
Longitudinal joints shall be rolled immediately behind the paving operation. After this, rolling shall commence at the edges and progress towards the centre longitudinally except that on super elevated and unidirectional cambered portions, it should be started from the lower edge to the upper edge & parallel to the centre line of the pavement. Rolling shall be done continuously until all roller marks have been removed from the bituminous surface.
i) Initial or breakdown rolling shall be done with 80-100 KN dead weight smooth wheeled rollers.
ii) Intermediate rolling shall be done by 8-10 tons dead weight or vibratory roller or with a pneumatic tire roller of 12 to 15 tons weight having nine wheels, with a tyre pressure of at least 5.6 kg/sqcm. The finish rolling shall be done with 6 to 8 tons smooth wheeled tandem rollers and the no. of passes required shall be decided after laying a trial bed.
During rolling, wheels of rollers shall be kept moist by sprinkling water from the water storage fitted with the roller to prevent the mix from adhering to the wheels. The roller shall proceed on the fresh material with rear or fixed wheel leading so as to minimize the pushing of the mix.
In portions in camber, rolling should begin at the edge with the roller forward and backward until the edges have been firmly compacted. The roller shall then progress gradually towards the center parallel to the center line uniformly overlapping each of the preceding tracks by one-third width until the entire surface has been rolled.
Along forms, kerb and walls where rolling cannot be done by rollers, shall be compacted with mechanical tampers or a plate compactor or rammers as may be feasible.
Any undulations / displacement found as a result of reversing of the direction of a roller or due to some other reasons shall be rectified as specified or removed and made good to the satisfaction of the Engineer.
All the field tests such as checking of compaction by core cutting, surface irregularity by using a straight edge and checking of cross slope by camber plate and level, rate of spray of tack coat / prime coat using trays, temperature of mix using digital thermometer. Depth of the layer using thickness gauge etc. shall be carried out as per the requirements.
6. ARRANGEMENT FOR TRAFFIC
The works shall be so executed that there is a minimum disturbance to the traffic. The traffic shall be diverted by making proper diversions at suitable locations and in accordance with clause 112 of MORT&H. Signboards indicating the locations of these diversions shall be fixed at desired positions.
7. QUALITY CONTROL
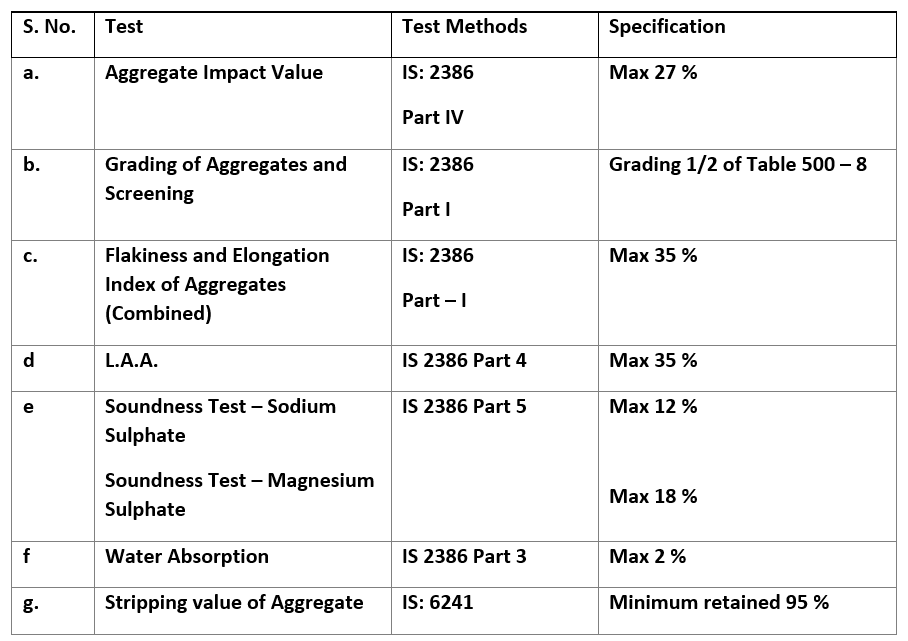
Following are the list of Control Tests to be carried out in the laboratory prior construction on DBM Materials:
Pre -construction activities of aggregates
Pre-Construction test for Filler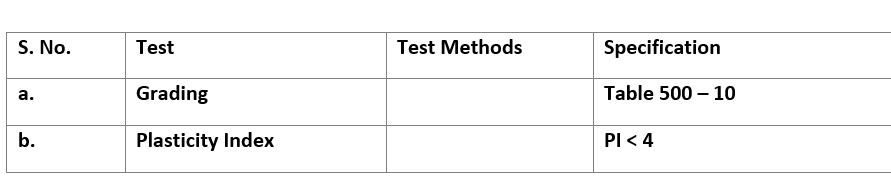
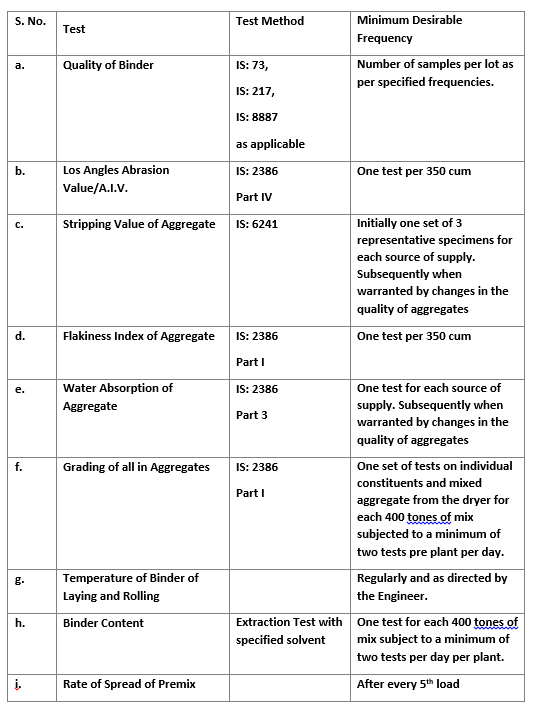
B) Frequency of tests to be performed during Construction of DBM
C) Allowable surface finish level Dense Graded Bituminous Macadam base layer: Post Construction:
Tolerance in Surface Level : +6 mm
Max. Permissible undulation (with 3 m straight edge) : 6 mm
Max. no. of undulations permitted in any 300 m length, exceeding 10 : 20 mm
Control on quality of materials and works shall be exercised by the Engineer in accordance with section – 900 of MORT&H.
Nkhani zaposachedwa kwambiri pa intaneti pompopompo
very nice to demonstrate DBM work and i prepare by this type for my project.