A frequent question arriving in my email mailbox is “HOW TO CONVERT 1:2:4 FROM VOLUME TO WEIGHT ?” Most commonly, people are trying to find out how to convert from volume to weight so in this article I am giving detail procedure for to convert from weight to volume.
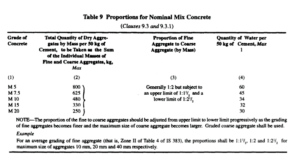
For clarification I am taking table 9 from IS 456-2000
HOW TO CALCULATE
Calculation of materials required for 1 m³
Density of Cement = 1440 kg/cum
Volume of 01 bag (50 kg) of cement = 50 /1440 = 0.035 cubic meter (cum)
We know the ratio 1:2:4
Volume of Sand required would be = 0.035*2 = 0.07 cubic meter (cum)
Volume of Aggregate required would be = 0.035*4 = 0.14 cubic meter (cum)
Next step , you have to convert the volume and check for the feasibility from IS 456-2000 provision means water cement ratio maximum 32/50 =0.64 and all ingredient(coarse aggregate fine aggregate should not be more than 330 kg.
CONVERT VOLUME TO WEIGHT
For converting volume to weight you need dry loose bulk density , which can be determine by density box. Here we are assuming For sand 1450 kg/m³ and for aggregate take 1550 kg/m³.
Quantity of sand will be 0.07 x 1450 = 101.50 kg
And quantity of aggregate 0.14 x 1550 =217.0 kg
Cement =50 kg
And take W/C ratio 0.60 Water 0.60 X 50 = 30.0 kg but specified water is 32 kg hence O.K.
Specified All in aggregate should not be more than 330 kg(318.0 kg), hence O.K
So, One bag of cement (50 Kgs) has to be mixed with 101.50 kgs of Sand, 217.0 Kgs of aggregate and 30 kgs of water to produce M15 grade concrete.
MATERIAL REQUIRED FOR I M³
From the above calculation, we have already got the weights of individual ingredients in concrete . So, the weight of concrete produced with1 Bag of cement (50 Kgs)
=50 kg + 101.5 kg + 217 kg + 30.0 kg = 398.5 kg say 400 kg
Considering concrete density = 2400 kg/cum,
One bag of cement and other ingredients can produce = 400/2400
= 0.1667 m³ of concrete (1:2:4)
01 bag cement yield = 0.166 cum concrete with a proportion of 1:2:4
01 cum of concrete will require Cement required = 1/0.166 = 6.02 Bags Say 6 bags
Sand required = 101.5/0.166 = 611.44 Kg or 611 kg
Aggregate required = 217/0.166 = 1307.28 kg or 1307 kg
Water =30.0/0.166= 180.72 say 181 kg
INGREDIENT REQUIRED FOR 1:2:4 IN 1 M³ IN Kg
- Cement 300.0 kg
- Sand 611.0 Kg
- Aggregate 1307.0 Kg
- Water 181.0 kg
- If ratio of 20 mm & 10 mm is 60% and 40%
- Then 20 mm 1307 x 60%= 784 kg
- 10 mm 1307 x 40%=523 kg
- In the same manner you can calculate for M20